Line boring
Posted: Thu Jun 25, 2009 6:18 pm
Line boring of beetle engines used to be done by every jan rap en sy maat back in the old days. One Rand could buy two american dollars those days and getting a set of Hunger reamers were easy and semi affordable They would pay for themselfes within ten engines and were state of the art in the sixties. The reamers were adjustable and relied heavily on operator skills to ensure that they cut the correct size hole and make that hole round. both things not easy to achieve with a worn reamer. I the days that these were designed cases were meant to be cut 0.25mm or maximum 0.5 mm and the reamer for the small bearing (closest to the pulley) was meant to cut the pulley bore as well hence the need for an oversized pulley. were you not to push the reamer through completely in order to re use that standard pully the bore was cut tapered and it was only the lightly stressed bearing that could live with this.
Later on the americans dispensedwith reamers and made line bore tools which operated like a big line boring machine with cutting bits pre set for use. all of these systems used the front bore and the rear oil seal surface to line up the machine. there was several types of mechanisms used in order to feed the bits and ensure a clean cut. these machines needed less skills to set up but if the feed mechanism was misused a bad cut resulted.
I have had cause to use both types of line bore tools and eventually got fed up with he non repeatability of all these reamers and tools
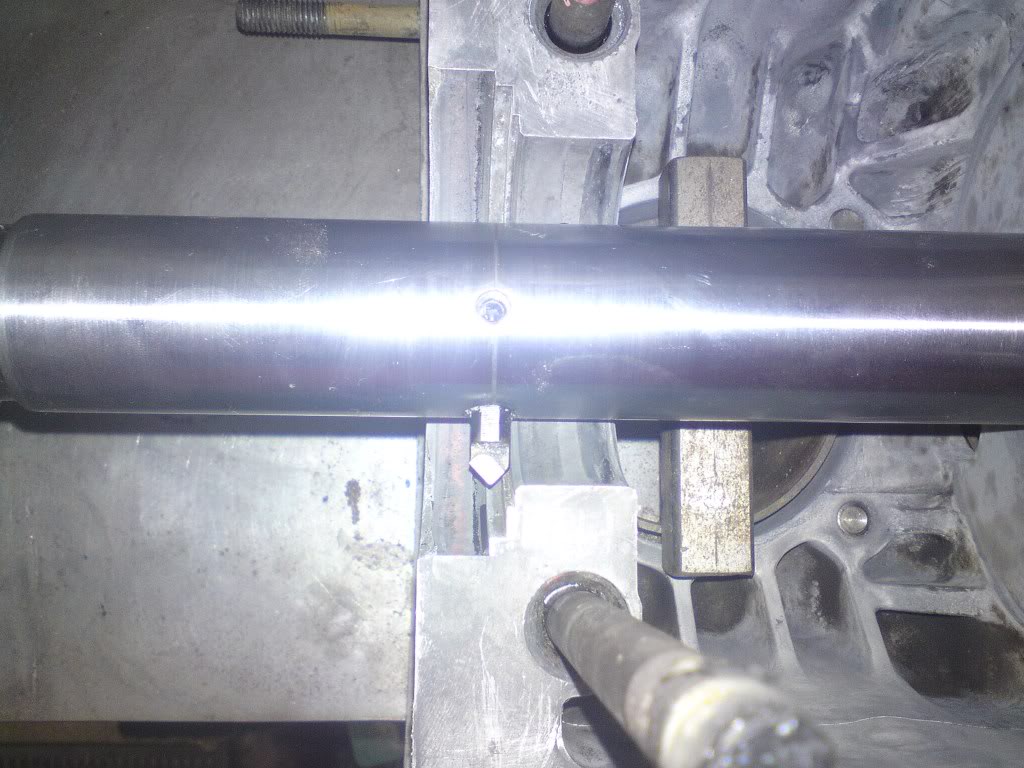
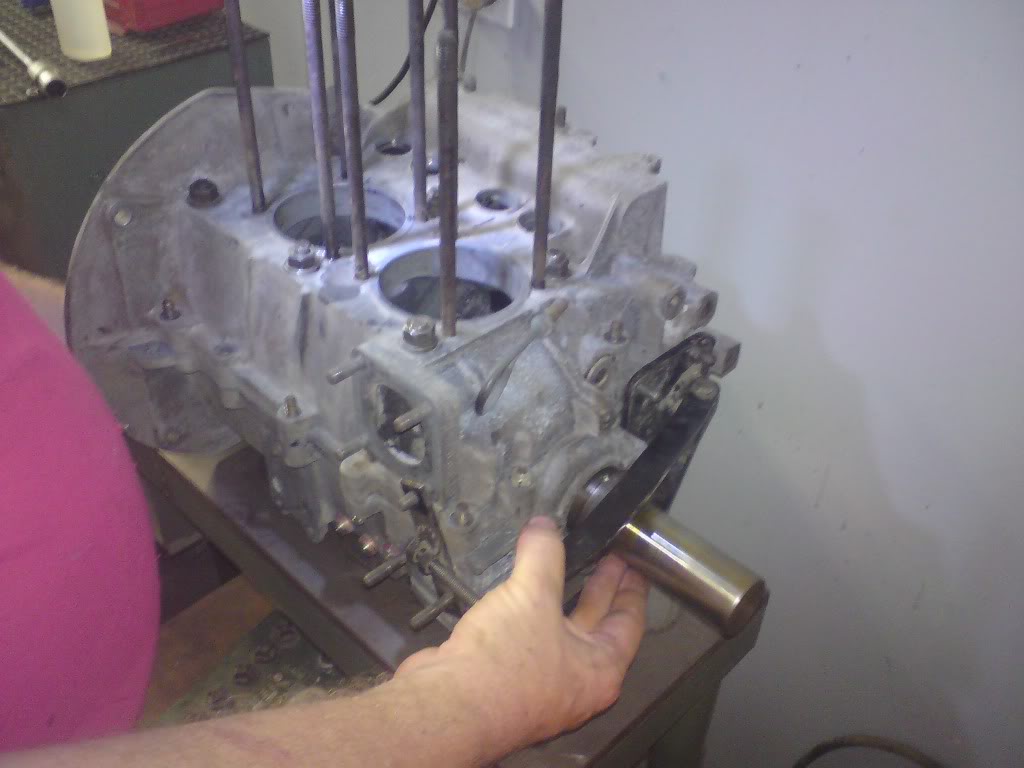
I found an old line boring machine originally made in the cape by a company called GUSWIN (I wonder if they still exist) I was not happy with their boring bar which was too flimsy in my opinion but I lked the custom feed mechanism and the fact that it was a big robust and sturdy machine It cost me R10000 I spoke to a few of the top VW people I know and desided to re design the actuall cutters I bought brite shaft (the stuff hydraylic cylinders are made off and had them modified for tungsten carbide cutting tips) I made bars for 0.5mm 1.0mm 1.5mm 2.0mm and 2.5mm which are the sizes for which bearings can be found. I found a std case which had othe r problems causing it to be junk and spent almost a week cutting and adjusting until I found the correct sizing for each size. needles to say I am he only one who uses them
The total cost ended up being just shy of R20000 and I will probably never recoup it in my life but As with the Impi Shroud I did it for the love of it.
when you are in the market for a line boring job you need to understand a few things:
Firstly the casing is more than 30 years old......
It has had its share of abuse.
ONE casing out of twenty might not need a line bore
they wear in places and distort in places where other engines have no places.
some rebuilders skimmed casings regardles meaning that the distrubutor drive gear was als cut ceep them together (competition motors were fond of this but all rebuilders does it even REMTEC
cases have cracks and you need to search for them
AS 41 cass distort around the center main (torque the empty case and see if there is a gap in the center main saddles (if it passes light it is in need of serious repair.
All saddles can distort if that main seized
the bearing dowels need to be tight but can be repaired.
the rear main flywheel side also wears on the thrust surface but can be cut 2mm undersize it needs to be wider than 200 mm for repairs to be effective
From wear the cam tunnel distorts on all cases and needs to be resized normally to standard but watch for that odd (usually ex genuine vw recon that have oversize cam bearings (if you have a few sets I want them please)
some rebuilders VW included installed spacers behind bearings or bored bearing journals to different oversizes measure twice.
the pulley side bearing has a very tricky set up and is usually blocked ensure all oil galeries are open otherwise you will rebuild almost immediately
Check for stripped studs every where
check that oil control pistons are loose and will function
As can be seen it is false economy to try and do the block unless you are really know VW,s and the correct procedures
Ask about the machinest knowledge speak to people who has used his services.
Remember most reamers are worn out by this time
If he uses a drill press to guide the reamer walk away
Ask if he bores all journals
ask about the thrust surface and cam tunnel if they seem unsure they usually are.
Armand
Later on the americans dispensedwith reamers and made line bore tools which operated like a big line boring machine with cutting bits pre set for use. all of these systems used the front bore and the rear oil seal surface to line up the machine. there was several types of mechanisms used in order to feed the bits and ensure a clean cut. these machines needed less skills to set up but if the feed mechanism was misused a bad cut resulted.
I have had cause to use both types of line bore tools and eventually got fed up with he non repeatability of all these reamers and tools
I found an old line boring machine originally made in the cape by a company called GUSWIN (I wonder if they still exist) I was not happy with their boring bar which was too flimsy in my opinion but I lked the custom feed mechanism and the fact that it was a big robust and sturdy machine It cost me R10000 I spoke to a few of the top VW people I know and desided to re design the actuall cutters I bought brite shaft (the stuff hydraylic cylinders are made off and had them modified for tungsten carbide cutting tips) I made bars for 0.5mm 1.0mm 1.5mm 2.0mm and 2.5mm which are the sizes for which bearings can be found. I found a std case which had othe r problems causing it to be junk and spent almost a week cutting and adjusting until I found the correct sizing for each size. needles to say I am he only one who uses them
The total cost ended up being just shy of R20000 and I will probably never recoup it in my life but As with the Impi Shroud I did it for the love of it.
when you are in the market for a line boring job you need to understand a few things:
Firstly the casing is more than 30 years old......
It has had its share of abuse.
ONE casing out of twenty might not need a line bore
they wear in places and distort in places where other engines have no places.
some rebuilders skimmed casings regardles meaning that the distrubutor drive gear was als cut ceep them together (competition motors were fond of this but all rebuilders does it even REMTEC
cases have cracks and you need to search for them
AS 41 cass distort around the center main (torque the empty case and see if there is a gap in the center main saddles (if it passes light it is in need of serious repair.
All saddles can distort if that main seized
the bearing dowels need to be tight but can be repaired.
the rear main flywheel side also wears on the thrust surface but can be cut 2mm undersize it needs to be wider than 200 mm for repairs to be effective
From wear the cam tunnel distorts on all cases and needs to be resized normally to standard but watch for that odd (usually ex genuine vw recon that have oversize cam bearings (if you have a few sets I want them please)
some rebuilders VW included installed spacers behind bearings or bored bearing journals to different oversizes measure twice.
the pulley side bearing has a very tricky set up and is usually blocked ensure all oil galeries are open otherwise you will rebuild almost immediately
Check for stripped studs every where
check that oil control pistons are loose and will function
As can be seen it is false economy to try and do the block unless you are really know VW,s and the correct procedures
Ask about the machinest knowledge speak to people who has used his services.
Remember most reamers are worn out by this time
If he uses a drill press to guide the reamer walk away
Ask if he bores all journals
ask about the thrust surface and cam tunnel if they seem unsure they usually are.
Armand